
Marley® MH Fluid Cooler
Evaporative Fluid Cooler



Product Details:
Induced Draft Crossflow Fill/Coil Hybrid Fluid Cooler
Availability: Worldwide
Thermal Capacity: 34 – 812 tons (150 – 3570 kW) per cell
Flow Range: 31 – 7330 gpm (7 – 1665 m3/hr)
Industry Leading Performance Per Footprint
Highest-in-class efficiency
Copper coils available all models
CTI Certified
ASHRAE 90.1 Compliant
OSHA Compliant
Eurovent Certified
FM Approved Options
The Marley MH Element™ Fluid Cooler with the addition of copper coils provides the greatest efficiency per footprint
Hybrid Design
Utilizing a combination of fill media and prime surface coil(s), the MH Fluid Cooler offers significantly improved performance over conventional closed-circuit coolers.
- Process fluid is pumped internally through the coil
- Heat is transferred from the process fluid to the recirculating water as it flows over the outside of the coil tubes
- The heated recirculating water is pumped from the collection basin to the gravity distribution basin
- Evenly distributed over the fill media and coil, a small portion of the recirculating water is evaporated, efficiently rejecting heat to the atmosphere
The Right Choice
The Marley MH Fluid Cooler is one of the most energy efficient closed-circuit systems in the market and a wise choice for closed loop industrial and HVAC applications.
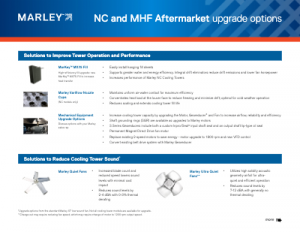
- New! Copper Coil Models: Upgrade any Marley MH Fluid Cooler model to the MH Element incorporating copper coils. The MH Element Fluid Cooler offers superior corrosion resistance, improved heat transfer, reduced operating weight and numerous other benefits. See the MH Element Fluid Cooler tab for details.
- Maximum Efficiency: Hybrid design and high efficiency components deliver consistent, reliable cooling with low input power.
- Space-Saving Footprint: With higher capacity per footprint than conventional closed circuit designs, the MH Fluid Cooler is a great fit for applications with space restrictions.
- Unmatched Reliability: Heavy duty construction backed by our 5-year mechanical warranty helps keep your process running smoothly year after year.
- Certified Performance: Thermal capacities of standard models are independently certified by the Cooling Technology Institute for performance with water, ethylene glycol solutions and propylene glycol solutions.
- Low-Sound Operation: Equipped with low-sound fans as standard, the MH Fluid Cooler is suitable for many sound-sensitive situations. Multiple fan and attenuation options are also available to meet more stringent sound requirements.
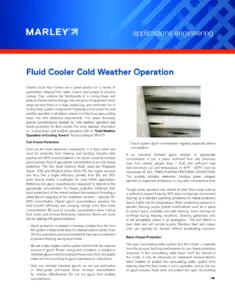
- Optional Dry Capability: Models are available with an optional extended-surface coil for part-load dry operation in cold ambient conditions.
Providing the same advantages you can expect from the MH Fluid Cooler, the new Marley MH Element Fluid Cooler increases thermal performance within a smaller footprint and lower weight. Compared to traditional hot-dipped galvanized (HDG) coil fluid coolers, the MH Element offers:
- 15-30% more thermal capacity, the highest per footprint among all leading fluid coolers
- 20% lighter tower per footprint
- 35% less fluid volume
- 35% less fan power
Additionally, the MH Element’s heat transfer coils incorporate copper, which provide 7 times greater thermal conductivity than traditional HDG steel.
The MH Element Fluid Cooler reduces maintenance efforts with copper coils’ bacteriostatic properties, which greatly limit scaling and fouling potential, offer superior corrosion resistance and enable long equipment life. Additional sustainability efforts are supported due to copper coils recyclability with high salvage value. Heavy-duty construction, backed by SPX Cooling Technologies’ five-year mechanical warranty, helps keep processes running smoothly year after year.
SPX engineers conducted extensive laboratory and field testing to optimize performance across the MH Element product range, including coil row configuration, coil design, fill height, components and materials of construction.






Thank you for your recent purchase from SPX Cooling Technologies, Inc. We appreciate your business and look forward to serving you in the future.
Benefits of Registering Your SPX Product:
YOU’RE WARRANTED! Your product installation is verified and warranty is activated.
YOU’RE NOTIFIED! You receive immediate notification of important product information and service alerts.
YOU’RE INCLUDED! You receive invitations to exclusive educational programming and events, including School of Cool® tower maintenance workshops.
WE HEAR YOU! Your opinions about our products, services, technical support and programming are requested in voice-of-customer surveys.
SPX Cooling Technologies’ limited warranty terms will apply. For full details of your warranty coverage, please see the warranty certificate included with your product.
Complete the form below to register your product. Please make sure the information provided is accurate – all fields are required in order to register your product.